5.DTI washer의 틈새게이지(Feeler Gage)를 사용하여 상단 3항의 축력값에서의
사라진 틈새의 개수를 측정합니다.
▶ 틈새게이지 0.005" : DTI washer를 너트측에 설치한 경우와 DTI washer를 도금한 경우
▶ 틈새게이지 0.015" : DTI washer를 볼트측에 설치한 경우
▶ 틈새의 유/무는 조임시작 전에 틈새게이지가 들어갔던 최대거리를 기준으로 하여
반 이상 들어가면 틈새가 남은 것으로 판단합니다.
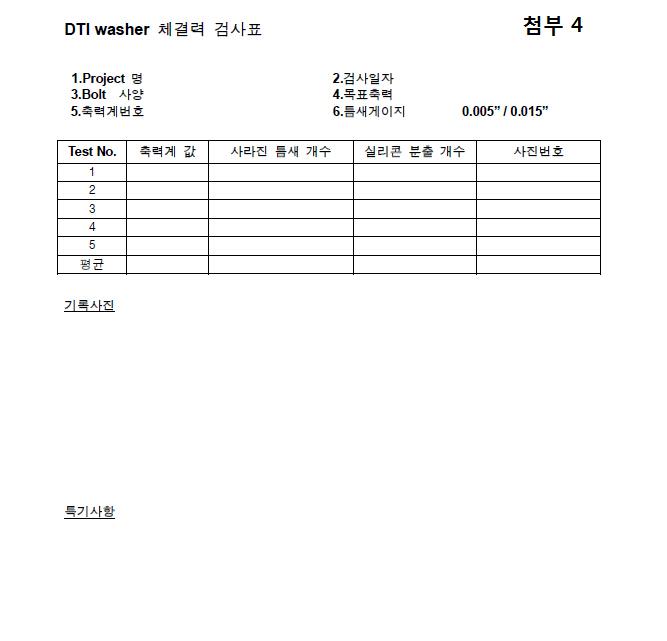
6.상단 3항의 축력값에서 검사한 틈새의 개수를 하단 첨부4의 체결력 검사표를 활용하여
기록하며 총 5회 검사를 실시하고 평균값을 산출합니다.
▶Squirter DTI washer를 사용하는 경우, 상단 3항의 축력값에서의 주황색 실리콘(Silicon)
분출개수 및 분출량을 육안으로 계량하고 사진을 촬영하여 기록합니다.
7.철골에서 시공시, 공구의 파워설정은 상단 3항에서 사용된 공구파워에 10% 증가한 값으로
Limit를 설정하며 철골에서의 DTI washer 틈새검사기준은 6에서 확인된 사라진 틈새개수에서
1개를 뺀 숫자로 합니다.
▶Squirter DTI washer를 사용하는 경우, 최초 100개까지의 시공에는 실리콘(Silicon)
분출량 확인검사와 틈새검사를 병행 실시합니다.
100개가 넘어서는 Squirter DTI washer에 대해 육안검사를 적용하여 시공 및 검사 소요시간을
단축 할 수 있으며 분출량이 부족하다고 판단되는 Squirter DTI washer에 대해서만 틈새검사를
실시하고 추가 조임여부를 결정합니다.
8.철골에서의 시공작업 중에 동일 공구로 DTI washer를 필요한 만큼 누르지 못하는 경우가
발생되면 볼트체결용 WAX를 함께 사용하실 것을 권장합니다.
B.현장에 축력계가 없는 경우
1.해당 볼트에 발생시키고자 하는 목표 체결력(kN)을 결정합니다.
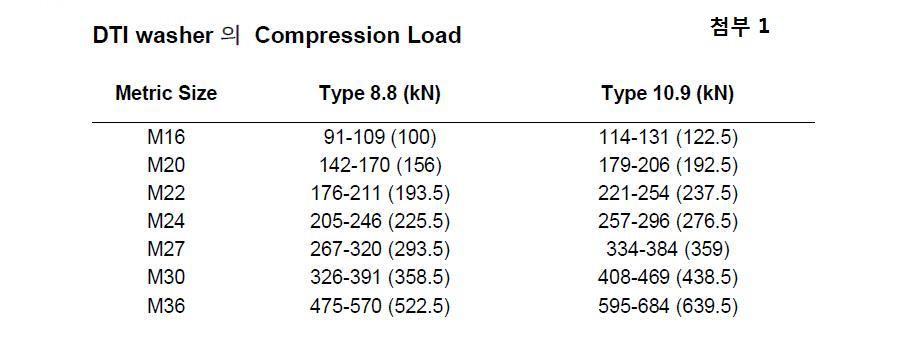
(설계에서 특정된 체결력이 없는 경우에는 하단 첨부1의 DTI washer Compression Load의
하한값과 상한값의 중간값으로 약식 결정합니다)
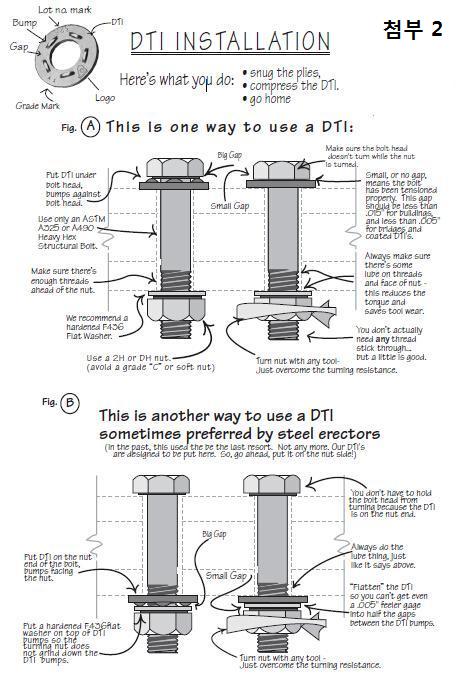
2.철골 접합면에 해당 볼트와 DTI washer를 하단 첨부2의 그림에서와 같은 순서로 설치합니다.
3.Wrench를 사용하여 아래의 틈새검사표의 사라진 틈새개수만큼 조임을 실시합니다.
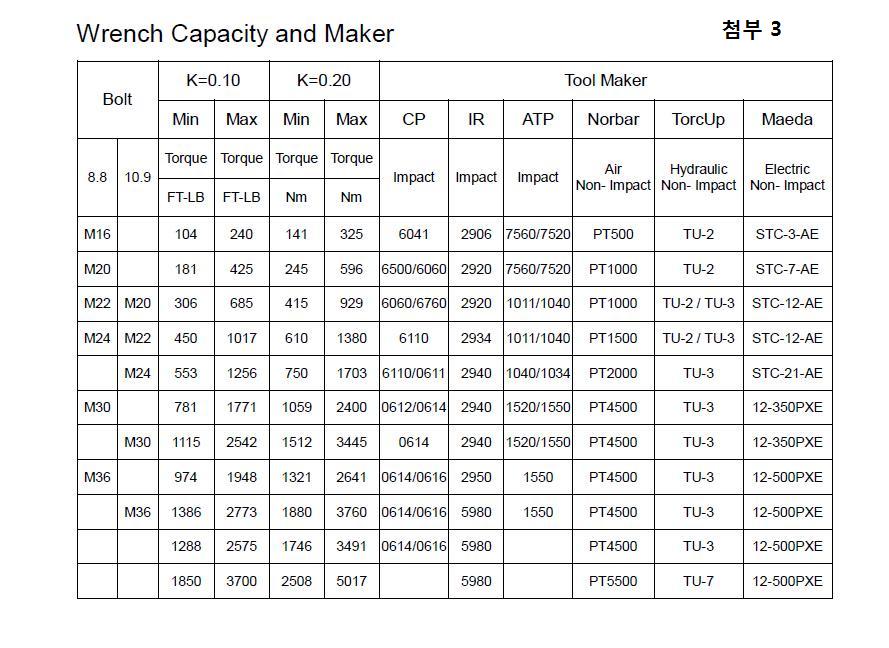
조임에 있어 공구의 성능(N.m)은 하단 첨부3의 Wrench자료를 기준하며 토르크계수 증가로
공구의 회전력이 부족하다고 판단되는 경우에는 토르크계수 조절을 위한 볼트체결용 WAX를
볼트 나사산과 너트 BASE부에 적당량 도포한 후 작업합니다.
(볼트체결용 WAX의 자유로운 사용은 DTI washer나 Squirter DTI washer를 사용하는
경우에만 권장됩니다.
DTI washer이외의 시공법에서는 별도의 기준을 마련한 후 적용하여야 합니다.)
|
DTI 돌기 수 |
틈새검사 개수(NO.of Entry) |
사라진 틈새 개수(NO.of Refusal) |
|
4 |
4 |
2개 ~ 4개(평균3개) |
|
5 |
5 |
3개 ~ 5개(평균4개) |
|
6 |
6 |
3개 ~ 6개(평균4개) |
|
7 |
7 |
4개 ~ 7개(평균5개) |
|
8 |
8 |
4개 ~ 8개(평균6개) |
|
9 |
9 |
5개 ~ 9개(평균7개) |
4.Squirter DTI washer를 사용하는 경우, 상단 3항의 합격조건에서의 주황색 실리콘(Silcon)
분출량을 육안으로 계량하고 사진으로 기록하며 하단 첨부4의 체결력검사표를 활용하여
총5회 검사를 실시하고 기록합니다.
5.Squirter DTI washer를 사용하는 경우, 최초 100개까지의 시공에는 실리콘(Silicon) 분출량
확인검사와 틈새검사를 병행 실시합니다.
100개가 넘어서는 Squirter DTI washer에 대해 육안검사를 적용하여 시공 및 검사 소요시간을
단축할 수 있으며 분출량이 부족하다고 판단되는 Squirter DTI washer에 대해서만 틈새검사를
실시하고 추가 조임 여부를 결정합니다.
6.철골에서의 시공작업 중에 동일공구로 DTI washer를 기준만큼 누르지 못하는 경우가
발생되면 볼트체결용 WAX를 함께 사용하실 것을 권장합니다.




 이 름 :
팬***
이 름 :
팬***