제목:《쉐어렌치》(Shear Wrench) & 전동공구
일본의 도네(DONE)는 일본을 대표하는 쉐어렌치,너트런너등의 제품을 생산하는 업체입니다
수십개의 협력회사를 거느리고 납품되는 부품을 조립하여 완제품을 생산하는 시스템을 갗추고 있습니다
이에반해 중국 쉐어렌치업체를 대표하는 "HB"는 모든부품을 자체 생산,관리하여
쉐어렌치,너트런너를 구성하는 한부품,한부품에 생산노하우를 갖추고 있어
제품의
품질 및
서비스의
신속함과
정확도면에서
탁월함을 나타내고 있습니다

또한 세계최초로 M36 쉐어렌치를 개발하여 미국,유럽시장에서 큰 판매성장을 기록하고 있습니다
품질적인 면에서는 이미 미국,유럽등지의 우수한 품질검증업체에서 인정을 받았으며 수많은 고객들의
재구매 요청을 받고 있습니다

물론 한국에서도 품질검증업체의 검사를 통해 우수한 품질을 확인하였고 수시로 실구매자들을 통한
구매후 확인작업을 통해
서비스 개선작업을
확대해 나가고 있습니다

가격적인 면에서는 제조업체와의 가격특약계약과 국내 대리점을 통하지 않고
고객과의 직거래를 함으로써 고객님들이 만족할 만한 저렴한 가격으로 제품이 공급되고 있습니다.
♣≪쉐어렌치≫의 개요
≪쉐어렌치≫ (Shear Wrench)는 T/S형 고장력볼트를 체결하는 공구입니다
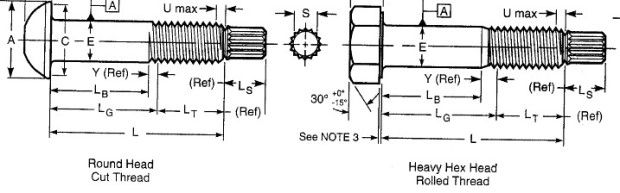
♣TS형 고장력볼트 개요
T/S형 고장력볼트는 머리부분(A)과 몸통부분(L),핀테일부분(Ls)으로 나눌수 있습니다
T/S형 고장력볼트는 규격에 따라 SPEC(JSS II-09)에 규정된 균일한 범위안의 축력(kN)으로 체결되면
핀테일(Ls)부분이 절단됨으로 체결축력(kN)이 규격별 규정범위안에 들어왔음을 알 수 있습니다
(볼트제조업체는 핀테일의 파단 토오크를 너트 체결 토오크와 같이 되도록 제조합니다)
♣JSS II-09 상온/비상온의 축력비교
『조건』1.온도는 제품온도를 기준으로 합니다
2.습기의 영향이 있을 수 있음을 시험시 고려합니다
『상온10 ~ 30ºC』Unit : kN
≫M16 (110 ~ 133) ≫M20 (172 ~ 207) ≫M22 (212 ~ 256)
≫M24 (247 ~ 298) ≫M27 (322 ~ 388) ≫M30 (394 ~ 474)
『비상온0 ~ 60ºC』Unit : kN
≫M16 (106 ~ 139) ≫M20 (165 ~ 217) ≫M22 (205 ~ 268)
≫M24 (238 ~ 312) ≫M27 (310 ~ 406) ≫M30 (379 ~ 496)
♣≪쉐어렌치≫ 체결 원리
쉐어렌치는 T/S형 고장력볼트를 체결하는 공구로 볼트의 핀테일과 접촉하는 머리부분이
내부소켓과 외부소켓으로 구성되어 내부소켓은 핀테일부분(Ls)을 고정시켜주고
외부소켓은 볼트를 회전시켜주어 비틀림에 의한 힘으로 볼트로부터 핀테일을 절단합니다
♣≪쉐어렌치≫ 관련 현장 Q & A
≪쉐어렌치 체결시 핀테일(Pintail)이 내부소켓에서 빠지지 않는 경우가 생기는데 그 원인은 무엇일까요?≫
●원인 1 : 쉐어렌치 내부소켓이 마모되었기 때문에 핀테일(Pintail)이 마모됐기 때문입니다
방안 1 : 내부 소켓 교체
●원인 2 : 쉐어렌치 (Shear Wrench)의 배출기구가 충분히 작동되지 않기 때문입니다
방안 2 : 쉐어렌치 핀테일(Pintail) 방출 핀(Pin)용 스프링 (Spring) 점검 또는 교체
●원인 3 : TS형 고장력볼트 제품 핀테일(Pintail) 부분에 녹 발생
방안 3 : 우선 내부소켓과 핀테일방출 핀용 스프링을 점검하고 녹 제거를 하여야합니다
일부 현장에서는 윤활제(WD40등)를 도포하는 경우가 있으나 이는 윤활제가
볼트 나사부에 도포됨으로서 체결 축력 불균일 또는 볼트파단의 원인이 될 수 있습니다
●원인 4 : TS형 고장력볼트 제품 핀테일(Pintail) 부분의 손상
방안 4 : 사전예방 차원에서 취급에 주의하며 타흔,찍힘,뭉그러짐 등의 손상이 발생하지 않도록
보관,취급 등에 주의하여야 합니다
≪TS형 고장력 볼트에 전동 쉐어렌치 (Shear Wrench)를 사용할 수 없을 경우 어떻게 해야 할까요?≫
♣쉐어렌치 (Shear Wrench) 를 사용할 수 없는 이유는 주로 체결장소가 협소하기 때문입니다
●방안 1 : TS형 고장력 볼트 대신에 고장력 육각볼트 사용
1-1)토오크 방법에 의한 체결 (너트 체결,볼트 머리부 체결)
볼트 머리부 체결 시 너트체결과 토오크 계수치가 다르므로 사전에 시험이 필요합니다
1-2)각도법 에 의한 체결
1차 체결 후 마킹,너트회전각 120º±30 으로 체결(사전 테스트 후 각도설정 필요)
●방안 2: TS형 고장력볼트 사용시 수동 렌치(Wrench)를 사용합니다
♣《TS형 고장력볼트 현장 축력시험》
현장에서는 설치전 볼트에 대해서 규격별로 SPEC에 규정한 범위안의 체결축력이 나오는지
축력계와 ≪쉐어렌치≫(Shear Wrench)로 사전시험을 합니다
♣≪쉐어렌치≫ 내부소켓 12각에 대한 정확한 치수는 첨부파일을 참고 하시기 바랍니다